
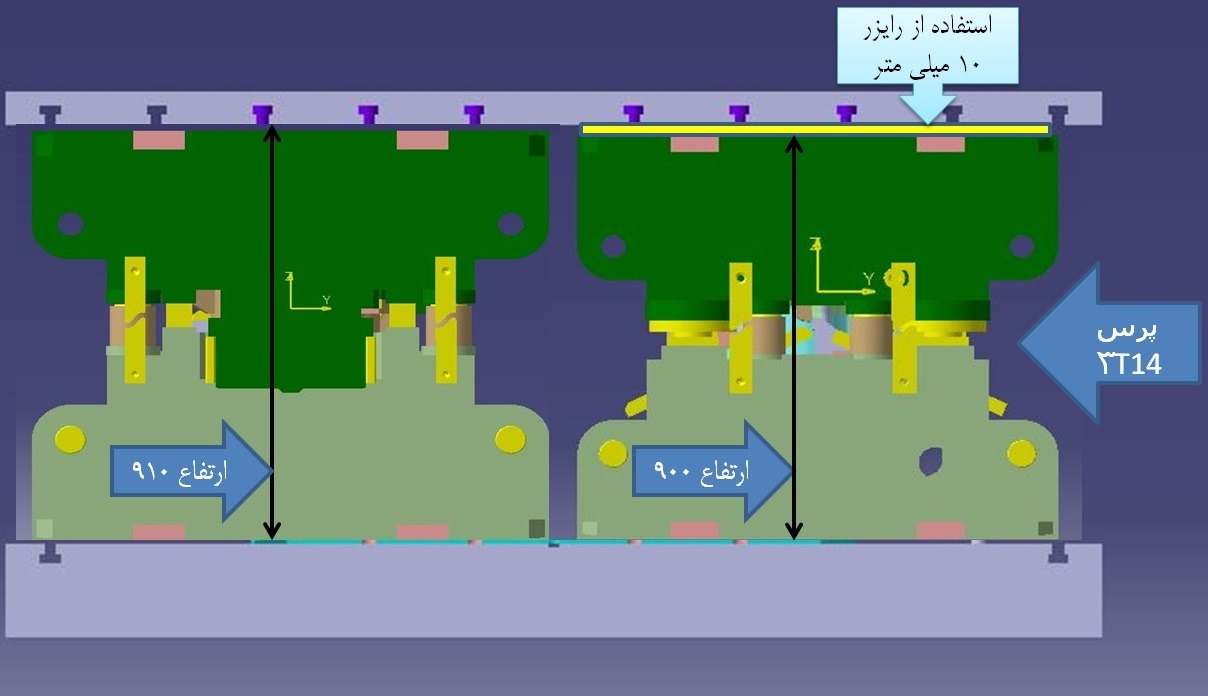
با استفاده از منابع داخلی شرکت، با صرف کمترین هزینه و با تنظیمات انجام شده، دو مرحله قالب رویه پایینی درب پشت کوئیک ۲۱۲ به صورت همزمان زیر یک پرس بسته و تولیدی شد.
حمید صبحدار معاون تولید شرکت قالبهای بزرگ صنعتی سایپا گفت: با توجه به افزایش آمار تولید خودرو و به طبع آن افزایش تولید قطعه رویه پایینی درب پشت کوئیک ۲۱۲، ایده استفاده بهینه از منابع(پرس) مطرح شد و پس از بررسی های اولیه مقرر گردید با تغییرات صورت گرفته بر روی قالب و فرآیند تولید، قالبهای مرحله ۲۰ و ۳۰ رویه پایینی درب پشت کوئیک ۲۱۲ بصورت همزمان زیر یک پرس(۳T14) بسته و تولید گردد، که این امر با موفقیت انجام شد و پس از تست دینامیک، قطعه به لحاظ کیفی نیز مورد تایید قرار گرفت.
صبحدار تصریح کرد: از مهمترین اهداف شروع این پروژه افزایش بهرهوری تجهیزات تولیدی، آزاد سازی منابع(پرس تولیدی)، کاهش زمان تولید قطعه، کاهش مصرف انرژی، افزایش راندمان تولید و افزایش کیفی قطعه تولیدی(بهدلیل لود مستقیم قطعه در مرحله بعدی باعث حذف چیدمان بین مراحل و آسیب احتمالی به قطعه میشود) و همچنین کاهش یک نفر نیروی انسانی در فرآیند تولید عنوان کرد.
در این پروژه نبیاله یوسف زادگان، مهدی رشیدی و محمد ربیعی به عنوان پیشنهاد دهنده و مجتبی صدیق و مصطفی اسماعیلی از واحد تعمیرات قالب و مهدی خلج و امیر حسین روشنفکر از واحد تولید به عنوان مجری همکاری داشتهاند.